




















јУ№ӨҙъВлУпТеК¶ұр№ШјьјјКхСРҫҝ
ХӘ ТӘ: ОӘБЛКөПЦЦШТӘБгІҝјюөД·ВХжјУ№ӨЈ¬РиТӘПИ¶ФјУ№ӨҙъВлЦРөДЦШТӘРЕПўҪшРРУпТеК¶ұрЎЈАыУГVC++ұаіМУпСФЈ¬СРҫҝИзәОК¶ұрЎўМбИЎјУ№ӨҙъВлЦРөДКэҫЭРЕПўЎЈЛг·ЁСРҫҝұнГчЈәІЙУГ¶ҜМ¬БҙұнөДКэҫЭ№ЬАн·ҪКҪЈ¬АыУГЧФ¶ҘПтПВөДК¶ұр·Ҫ·ЁЈ¬¶ФКэҫЭ»әіеЗшҪшРРЛўРВУлМбИЎЈ¬ҝЙКөПЦјУ№ӨҙъВлөДУпТеК¶ұрЎЈІЙУГЧФ¶ҘПтПВөДК¶ұр·Ҫ·ЁЈ¬ҝЙФцЗҝіМРт·вЧ°өДВі°фРФЈ¬ІЙУГЛўРВКэҫЭ»әіеЗшөД·Ҫ·ЁЈ¬ҝЙІ№И«јУ№ӨҙъВлЦРөДРшР§ЦёБоЎЈ
№ШјьҙК: ·ВХжјУ№ӨЈ»јУ№ӨҙъВлЈ»УпТеК¶ұрЈ»РшР§ЦёБо
ЦРНј·Ё·ЦАаәЕ: TG543 ОДПЧұкК¶Вл: A
Research on key technologies of semantic recognition for NC code
Abstract: In order to realize the important parts of the simulation process, need to identify the important information in the NC code. Using VC++ language to study how to identify and extract the data in the NC code. Algorithm research shows: Using top - down identification method to refresh and extract the data buffer can realize the semantic recognition of NC code by the dynamic list. Using top - down recognition method, the robustness of the program can be enhanced. The method of refreshing data buffer can be used to fill up the continuous effect instruction.
Key words: simulation process; NC code; semantic recognition; the continuous effect instruction.
Хл¶ФөВ№ъ№ӨТө4.0УлЦР№ъЦЖФм2025ЦРөДЦЗДЬКэЧЦ»Ҝ№ӨіЎЈ¬И«ГжМбЙэјУ№ӨЦЖФмҫ«¶ИіЙОӘТ»ПоРВөДМфХҪЎЈ»ъРөјУ№ӨІ»ҪцТӘМбёЯјУ№Өҫ«¶ИЈ¬ёьТӘҪөөНјУ№ӨіЙұҫЈ¬ТтҙЛФЪјУ№ӨЦ®З°Ј¬·ВХжјУ№ӨұдөДУИОӘЦШТӘЎЈ·ВХжјУ№ӨҫНКЗҪ«УҰУГУЪјУ№ӨҝШЦЖЦРРДөДјУ№ӨҙъВлФЛРРФЪјЖЛг»ъҪЁБўөДРйДв»ъҙІ»·ҫіЦРЈ¬ДЈ·ВПЦКө»ъҙІөДјУ№ӨФЛ¶ҜЎЈТтҙЛИзәОАыУГјЖЛг»ъ¶БИЎјУ№ӨҙъВлТФј°јУ№ӨҙъВлөДУпТеК¶ұрКЗ·ВХжјУ№ӨөДЗ°МбЈ¬ұаТліМРтКөПЦјУ№ӨҙъВлөДУпТеК¶ұрҫЯУРЦШҙуөДСРҫҝТвТеәНКөУГРФЎЈ
ёщҫЭұаТлФӯАн[1]choleskyөДОД·Ё№жФтЈ¬јУ№ӨҙъВлКЗөдРНЙППВОДОЮ№ШөДХэФтОД·ЁЈ¬Хл¶ФХэФтОД·ЁЈ¬ҙ«НіөДјУ№ӨҙъВлІЙУГұҙ¶ыКөСйКТМбіцөДlex-yaccұаТл№ӨҫЯҪшРРУпТеК¶ұрЎЈө«КЗУЙУЪ·ВХжјУ№ӨРиТӘФЪИэО¬ИнјюЈЁАэИзUGЈ©ЦРЦҙРРЈ¬lex-yaccұаТл№ӨҫЯУлИэО¬ИнјюөДПОҪУҙжФЪЧЕТ»¶ЁөДОКМвЈ¬ҝЙДЬ»біцПЦНвІҝәҜКэОЮ·ЁҪвОцөДҙнОуЈ¬ОӘБЛМбёЯ·ВХжіМРтөДВі°фРФЈ¬ұҫОДАыУГГжПт¶ФПуөДC++іМРтУпСФЈ¬МбіцБЛТ»МЧНкХыөДјУ№ӨҙъВлУпТеК¶ұріМРтЛг·ЁЈ¬НкіЙјУ№ӨҙъВліМРтЧЦөДК¶ұрЎў№ШјьРЕПўөДМбИЎТФј°І№И«РшР§ЦёБоөД№ӨЧчЎЈ
1јУ№ӨҙъВлөДҪйЙЬ
КэҝШјУ№ӨҙъВлЦРЛщУГөДёчЦЦҙъВлЦёБоИзЧшұкіЯҙзЦөЎўЧшұкПөГьГыЎўКэҝШЧјұё»ъДЬЦёБоЎўёЁЦъ¶ҜЧчЦёБоЎўЦчФЛ¶ҜәНҪшёшЛЩ¶ИЦёБоЎўө¶ҫЯЦёБоТФј°іМРтәНіМРтёсКҪөИ·ҪГжЈ¬Па№Ш№ъјКЧйЦҜТСЦЖ¶ЁБЛТ»ПөБР№ъјКұкЧјЎЈДҝЗ°ұ»ёч»ъҙІі§јТ№г·әІЙУГөДКЗISO 6983№ъјКұкЧјЎЈ
1.1јУ№ӨҙъВлөДҪб№№
КэҝШјУ№ӨҙъВлКЗУЙЦчіМРтәНҝЙұ»ЦчіМРтөчУГөДЧУіМРтЧйіЙЈ¬ЧУіМРтҝЙТФ¶ај¶З¶МЧЎЈОЮВЫЦчіМРтәНЧУіМРт¶јКЗУЙИфёЙёц°ҙХХ№ж¶ЁёсКҪКйРҙөДЎ°іМРт¶ОЎұЧйіЙЎЈГҝёціМРт¶ОУЙ°ҙХХТ»¶ЁЛіРтәН№ж¶ЁЕЕБРөДЎ°іМРтЧЦЎұТІіЖОӘЎ°№ҰДЬЧЦЎұЈ¬јтіЖЎ°ЧЦЎұЧйіЙЎЈЧЦУЙұнКҫөШЦ·өДУўОДЧЦДёЈЁ»тМШКвОДЧЦЈ©әНКэЧЦЧйіЙЈ¬КЗұнКҫДіЦЦ№ҰДЬөДҙъВл·ыәЕЈ¬ХвР©ҙъВл·ыәЕҫНКЗЗ°ОДЛщКцөДЦёБоҙъВлЎЈАэИзG01ЎўX351ЎўF3000өИИэёцЧЦ·ЦұрұнКҫЦұПЯІеІ№ҙъВлЦёБоЎўXПтіЯҙзЧЦ351mmәНҪшёшЛЩ¶ИЦёБо3000mm/minЎЈ
1.2 іМРт¶ОёсКҪ
іМРт¶ОёсКҪУР¶аЦЦЈ¬Из№М¶ЁЛіРтёсКҪЎў·Цёф·ыЛіРтёсКҪЎўЧЦөШЦ·ёсКҪөИЈ¬ПЦФЪЧоіЈУГөДКЗЧЦөШЦ·ёсКҪЈ¬ЧЦөШЦ·ёсКҪИзПВЈәNxxxxGxxXЎАxxxx.xxxYЎАxxxx.xxxFxxSxxTxxMxxLFЎЈГҝёціМРт¶ОөДҝӘН·КЗіМРт¶ОөДРтәЕЈ¬ТФЧЦДёNәНИфёЙО»КэЧЦұнКҫЈ»ҪУЧЕТ»°гКЗЧјұё№ҰДЬЦёБоЈ¬УЙЧЦДёGәНБҪО»КэЧЦЧйіЙЈ»¶шәуКЗЧшұкФЛ¶ҜіЯҙзЈ¬ИзXЎўYЎўZөИҙъВлЦёБоФЛ¶ҜЧшұкіЯҙзЈ»ФЪ№ӨТХРФЦёБоЦРЈ¬FҙъВлОӘҪшёшЛЩ¶ИЦёБоЈ¬SҙъВлОӘЦчЦбЧӘЛЩЦёБоЈ¬TҙъВлОӘө¶ҫЯәЕЦёБоЈ¬MҙъВлОӘёЁЦъ»ъДЬЦёБоЈ»LF(Line Feed,»»РР)ОӘіМРт¶ОҪбКш·ыәЕЎЈ
ЙПКціМРт¶ОЦРЈ¬УГөШЦ·ВлАҙЦёГчЦёБоКэҫЭөДТвТеЎЈіМРт¶ОЦРЧЦөДКэДҝКЗҝЙұдөДЈ¬ТтҙЛіМРт¶ОөДіӨ¶ИТІҫНКЗҝЙұдөДЈ¬ЛщТФіЖХвЦЦРОКҪөДіМРт¶ООӘЧЦөШЦ·ҝЙұдіМРт¶ОёсКҪ[2]ЎЈ
1.3 іМРт¶ОЦРЎ°№ҰДЬЧЦЎұөДТвТе
ЈЁ1Ј©іМРт¶ОРтәЕ
ЛьКЗіМРт¶ОЦРЧоЗ°ГжөДЧЦЈ¬УЙЧЦДёNәНЖдәуИэО»»тЛДО»КэЧЦЧйіЙЎЈУГАҙұнКҫіМРтЦҙРРөДЛіРтЈ¬УГЧчіМРт¶ОөДПФКҫәНјмЛчЎЈУРөДКэҝШПөНіТІҝЙТФГ»УРіМРт¶ОәЕЎЈ
ЈЁ2Ј©Чјұё№ҰДЬЧЦ
Чјұё№ҰДЬЧЦТІіЖG№ҰДЬ»тGЦёБоЈ¬УЙЧЦДёGәНЖдәуГж¶юО»КэЧЦЧйіЙЎЈG№ҰДЬКЗ»щұҫөДКэҝШЦёБоҙъВлЈ¬УГУЪЦё¶ЁКэҝШЧ°ЦГФЪіМРт¶ОДЪЧјұёДіЦЦ№ҰДЬЎЈ
ЈЁ3Ј©ЧшұкЧЦ
ЧшұкЧЦТІіЖОӘіЯҙзЧЦЈ¬УГАҙёш¶Ё»ъҙІёчЧшұкЦбөДО»ТЖБҝәН·ҪПтЎЈЧшұкЧЦУЙЧшұкөДөШЦ·ҙъВлЎўХэёәәЕЎўҫш¶ФЦө»тФцБҝЦөұнКҫөДКэЦөөИИэІҝ·ЦЧйіЙЎЈЧшұкөДөШЦ·ҙъВлОӘЈәXЎўYЎўZЎўUЎўVЎўWЎўPЎўQЎўRЎўIЎўJЎўKЎўAЎўBЎўCЎўDЎўEөИЈ¬ЧшұкөДКэЦөУЙІеІ№ЦёБоҫц¶ЁЈ»КэЦөІҝ·ЦҝЙТФКЗХэЦөТІҝЙТФКЗёәЦөЈ¬КэЦөІҝ·ЦКЗХэЦөКұЎ°+ЎұәЕҝЙТФКЎВФЈ»КэЦөөДО»КэУЙКэҝШПөНі№ж¶ЁЎЈ
ЈЁ4Ј©Ҫшёш№ҰДЬЧЦ
Ҫшёш№ҰДЬТІіЖF№ҰДЬЈ¬ұнКҫө¶ҫЯПа¶ФУЪ№ӨјюөДФЛ¶ҜЛЩ¶ИЎЈҪшёш№ҰДЬЧЦУЙЧЦДёFәНЖдәуөДјёО»КэЧЦЧйіЙЎЈ
ЈЁ5Ј©ЦчЦбЧӘЛЩ№ҰДЬЧЦ
ЦчЦбЧӘЛЩ№ҰДЬТІіЖS№ҰДЬЈ¬УГТФЙи¶ЁЦчЦбЛЩ¶ИЎЈЛьУЙЧЦДёSәНЖдәуөДјёО»КэЧЦЧйіЙЎЈ
ЈЁ6Ј©ө¶ҫЯ№ҰДЬЧЦ
ө¶ҫЯ№ҰДЬТІіЖT№ҰДЬЈ¬ЛьФЪёь»»ө¶ҫЯКұЈ¬УГАҙЦЖ¶Ёө¶ҫЯәЕәНө¶ҫЯІ№іҘәЕЎЈө¶ҫЯ№ҰДЬУЙЧЦДёTәНЖдәуөДјёО»КэЧЦЧйіЙЎЈ
ЈЁ7Ј©ёЁЦъ№ҰДЬЧЦ
ёЁЦъ№ҰДЬТІіЖM№ҰДЬЈ¬УГЛьЦё¶ЁЦчЦбөДЖфНЈЎўАдИҙТәҝӘ№ШөИ№ж¶ЁәГөДёЁЦъ№ҰДЬЎЈЛьУЙЧЦДёMәНЖдәуөДБҪО»КэЧЦЧйіЙЎЈ
ЈЁ8Ј©іМРт¶ОҪбКш·ы
іМРт¶ОөДД©ОІұШРлУРТ»ёціМРт¶ОҪбКш·ыәЕЈ¬ФЪISOұкЧјЦРөДіМРт¶ОҪбКш·ыәЕОӘLFЈЁLine Feed,»»РРЈ©ЎЈОӘјт»ҜЈ¬іМРт¶ОҪбКш·ыУРөДПөНіУГЎ°*ЎұЎўЎ°;Ўұ»тЖдЛы·ыәЕұнКҫЎЈ
1.4 јУ№ӨҙъВлөДМШөг
јУ№ӨҙъВл·ЦОӘДЈМ¬ЦёБоЈЁУЦіЖРшР§ЦёБоЈ©әН·ЗДЈМ¬ЦёБоЈЁУЦіЖТ»ҙОРФЦёБоЈ©БҪАаЎЈЖдЦРДЈМ¬ҙъВлФЪіМРт¶ОЦРРҙТ»ҙОәуЈ¬ФЪҪУЧЕөДТ»Р©іМРт¶ОЦРИзГ»УРРҙИлРВөДН¬ЧйҙъВлЈ¬ФтјМРшЖрЧчУГЈ¬¶шЗТІ»УГРҙҫНДЬЦҙРРЗ°ГжөДҙъВл№ҰДЬЈ¬АэИзЧшұкЧЦЦёБоЎЈ·ЗДЈМ¬ЦёБоЦ»ФЪРҙИлөДТ»ёціМРт¶ОЦРЖрЧчУГЎЈ
2 јУ№ӨҙъВлөДУпТеК¶ұр
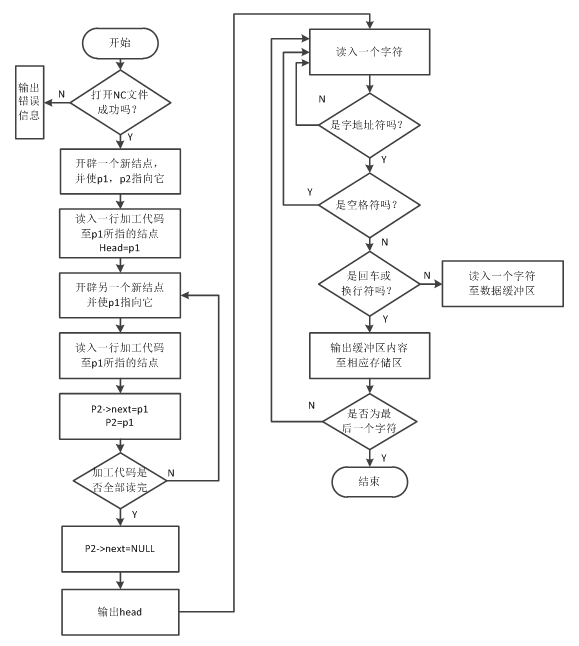
Хл¶ФјУ№ӨҙъВлөДҪб№№әНМШөгЈ¬Ҫ«јУ№ӨҙъВлөДУпТеК¶ұр·ЦОӘТФПВИэёц№эіМЈ¬ФӨҙҰАнҪЧ¶ОЎўУпТеК¶ұрҪЧ¶ОЎўРшР§ЦёБоІ№И«ҪЧ¶ОЎЈУпТеК¶ұрөДЛг·ЁБчіМНјИзНј1ЛщКҫЎЈ
2.1 ФӨҙҰАнҪЧ¶О
ФӨҙҰАнҪЧ¶ОКЗҪ«јУ№ӨҙъВлОДјюЈЁtxtОДұҫЈ©¶БИлЦБјЖЛг»ъДЪҙжЦРЈ¬УГөҘПтБҙ¶ҜМ¬ұнҪб№№ҪшРРЧйЦҜ№ЬАнЈ¬УГБҙұнөДГҝёцҪбөг¶ФУҰТ»ёціМРт¶ОЎЈөҘПтБҙұнөДҪбөг°ьАЁБҪёцУтЈәКэҫЭУтУГАҙҙжҙўКэҫЭФӘЛШөДРЕПўЈ»ЦёХлУтУГАҙҙжҙўЦұҪУәујМөДҙжҙўөШЦ·ЎЈ
ІЙУГҪб№№МеұдБҝЧчОӘБҙұнЦРөДҪбөгЈ¬ҫЯМеҪб№№ИзПВЈә
struct pre_control
{char program[50];
int n;
pre_control *next; };
ЖдЦРіЙФұprogramУГАҙҙж·Е¶БИлОДјюөДГҝТ»РРіМРт¶ОЈ¬ХыРОұдБҝnУГАҙҙж·ЕёГ¶ОјУ№ӨҙъВлКөјКөДЧЦ·ыКэЈ¬ЦёХлnextЦёПтПВТ»ёцБҙұнҪбөгЈ¬ЧоәуТ»ёцҪбөгөДЦёХлОӘЎ°NullЎұЎЈ
2.2 УпТеК¶ұрҪЧ¶О
УпТеК¶ұрҪЧ¶ОКЗІЙУГforСӯ»·әНswitchСЎФсУпҫдКөПЦ¶ФјУ№ӨҙъВлөДЧЦөШЦ·ЈЁNЎўGЎўXЎўYЎўZЎўAЎўBЎўFЎўSЎўTЎўMЈ©ҪшРРК¶ұрЈ¬МбИЎЧЦөШЦ·әуөДКэЧЦРЕПўЈ¬Ҫ«КэЧЦРЕПўұЈҙжЦБПаУҰөДјДҙжЖчЦРЎЈ
switchСЎФсУпҫдУГУЪКөПЦТ»¶ОјУ№ӨҙъВлЧЦөШЦ·өДК¶ұр[3]Ј¬ёГіМРтөДОұҙъВлИзПВЈә
switch(іМРт¶ОЧЦ·ы)
{ case'N':
{
МбИЎЧЦөШЦ·NәуөДПа№ШКэҫЭ;
};break;
case'G':
{
МбИЎЧЦөШЦ·GәуөДПа№ШКэҫЭ;
};break;
case'X':
{
МбИЎЧЦөШЦ·XәуөДПа№ШКэҫЭ;
};break;
.
.
.
default: break;}
ұҫОДІЙУГforСӯ»·әҜКэМбИЎЧшұкЧЦәуөДКэҫЭРЕПўЈ¬ІўҪ«»сИЎөҪөДКэҫЭРЕПўҙжҙўЦБКэҫЭ»әіеЗшЦРЎЈёГәҜКэөДОұҙъВлИзПВЈә
for(ЧЦ·ыҙ®ЦёХлi;ЧЦ·ыҙ®ЦёХлiЛщЦёөДЧЦ·ыІ»КЗҝХёс·ы»тХЯ»Шіө»»РР·ы;ЧЦ·ыҙ®ЦёХлЧФјУ1)
{ Ҫ«ёГЧЦ·ыҙжҙўЦБКэҫЭ»әіеЗш;
ЧЦ·ыЦёХлЧФјУ1; }
Нј1 јУ№ӨҙъВлУпТеК¶ұрЛг·ЁБчіМНј
2.3 РшР§ЦёБоІ№И«ҪЧ¶О
Очұұ№ӨТөҙуС§ДПСг[4]МбіцБЛТ»ЦЦРшР§ЦёБоІ№И«өД·Ҫ·ЁЈ¬ФЪ¶ФРВҝӘұЩөДіЯҙзЧЦРЕПўҪбөгҪшРРіхКј»ҜКұ,Ҫ«ҪбөгЦРЦоИзXЎўYЎўZЎўGөИёчЧйРшР§ЦёБоёіУЪЛьГЗ¶ЁТеУтТФНвөДЦө,јҙёіёшЛьГЗЖжТмөДіхКјЦөЎЈИзёшGёіЦөОӘ100өИ,И»әуҙУәуПтЗ°¶ФёчёцКэҫЭҪшРРЙЁГи,¶ФёчРшР§ЦёБоАҙЛө,·ІЦөІ»өИУЪіхКјЦөөДБҪҪбөгЦ®јдөДРшР§ЦёБоЦөУҰөИУЪЗ°Т»ёцҪбөгПаУҰөДЦёБоЦөЎЈ
ХвЦЦ·Ҫ·Ё»бҪөөНіМРтөДФЛРРЛЩ¶ИЈ¬ТтҙЛұҫОДМбіцТ»ЦЦҙҙРВРНРшР§ЦёБоІ№И«·Ҫ·ЁЈ¬ІЙУГЦрРРЛўРВКэҫЭ»әіеЗшөД·ҪКҪЈ¬Гҝөұ¶БНкТ»РРКэҫЭЈ¬УГҙЛКэҫЭЛўРВ»әіеЗшДЪИЭЈ¬ХвКұРшР§ЦёБоКэҫЭРЕПў»№ҙжҙўУЪ»әіеЗшЈ¬ҙЛКұҙУ»әіеЗшЦРМбИЎИ«ІҝөДЦёБоКэҫЭҙжИлПаУҰіМРтЧЦөДКэЦөРЕПўКэҫЭБҙұнЦРЈ¬ұгҝЙКөПЦРшР§ЦёБоөДІ№И«ЎЈПВГжКЗЛДЦбјУ№ӨЦРРДКэҫЭ»әіеЗшөДҪб№№ЎЈ
struct nc_word
{char N[6];
char G[3];
char X[8];
char Y[8];
char Z[8];
char B[8];
nc_word *next;};
3. Лг·Ё·ВХжСйЦӨ
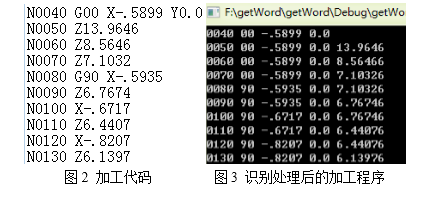
ПВГжТФДіәҪҝХ·ў¶Ҝ»ъТ¶Ж¬ЕЕЖшФІ»ЎҙҰөДІҝ·ЦјУ№ӨҙъВлОӘАэЈ¬ҪшРРјУ№ӨҙъВлөДУпТеК¶ұрЎЈКөПЦБЛNЎўGЎўXЎўYЎўZЦёБоөДК¶ұрТФј°РшР§ЦёБоөДІ№И«ЎЈНј2ОӘtxtОДұҫЦРөДІҝ·ЦјУ№ӨҙъВлЈ¬Нј3ОӘҫӯ№эУпТеК¶ұрј°РшР§ЦёБоҙҰАнәуөДКэЦөРЕПўЎЈ
4.ВЫ
ЈЁ1Ј©ұҫОД¶ФјУ№ӨҙъВлөДУпТеК¶ұрҪшРРБЛСРҫҝЎЈұаРҙVC++УпСФіМРтЛг·ЁЈ¬КөПЦБЛјУ№ӨҙъВлөДУпТеК¶ұрЈ¬МбёЯБЛіМРт·вЧ°өДВі°фРФЎЈ
ЈЁ2Ј©¶ФУЪРшР§ЦёБоөДІ№И«Ј¬ұҫОДТІМбіцБЛҙҙРВРН·Ҫ·ЁЈ¬ҙуҙуМбёЯБЛіМРтөДФЛРРЛЩ¶ИЎЈ
ІОҝјОДПЧ
[1] НхЙъФӯ,¶ӯФЁөИ.ұаТлФӯАн[M].ұұҫ©ЈәЗе»ӘҙуС§іц°жЙз,2015.
[2] ә«ХсУо,ё¶ФЖЦТ.»ъҙІКэҝШјјКх[M].№ю¶ыұхЈә№ю¶ыұх№ӨТөҙуС§іц°жЙз,2013.
[3] М·әЖЗҝ. C++іМРтЙијЖ[M]ЈЁөЪ¶ю°жЈ©.ұұҫ©ЈәЗе»ӘҙуС§іц°жЙз,2011.
[4] ДПСг. »щУЪРйДвКэҝШјУ№ӨөДNCҙъВл·ӯТл[D].Очұұ№ӨТөҙуС§,2003.
·ЦПнИГёь¶аИЛҝҙөҪ 
НЖјцФД¶Б
ҙ«ГҪНЖјц
 @ГҪМеИЛЈ¬РВОЕұЁөАұрИОРФ
@ГҪМеИЛЈ¬РВОЕұЁөАұрИОРФ НшХҫФЛУӘХЯ ХвР©"әмПЯ"І»ДЬІИЈЎ
НшХҫФЛУӘХЯ ХвР©"әмПЯ"І»ДЬІИЈЎ Т»НјЧЭААЦР№ъНшВзКУМэРРТө
Т»НјЧЭААЦР№ъНшВзКУМэРРТө
Па№ШРВОЕ
- ФЖЦӘЙщЈәЧФИ»УпСФҙҰАнЛг·ЁФЪТҪБЖБмУтВКПИУҰУГ
- ЗіОцУ°КУЧчЖ·ЦРіЎҫ°өДУпТе·ыәЕЧчУГ
- ОТС§ХЯМбіцГжПтУпТејЖЛгұаіМАнВЫ
- ИэПоЎ°ұұ¶·+ЎұҙъВлЧКФҙ·ўІј
- әЛРДЛг·ЁИұО»Ј¬ИЛ№ӨЦЗДЬ·ўХ№ГжБЩЎ°ҝЁІұЧУЎұҫҪҫі
- 5ГлЦУКэЗеТ»іШМБөДУг Т»јТр®ЖуAIНјПсК¶ұрјјКхЧјИ·ВКҙп99%
- »щУЪійПуУп·ЁКчөДПаЛЖҙъВлК¶ұр·Ҫ·Ё
- »щУЪИЛГсНшРВОЕұкМвөД¶МОДұҫЧФ¶Ҝ·ЦАаСРҫҝ
- »щУЪK-MeansЛг·ЁөДРВОЕОДұҫДЪИЭ№эВЛ
ҝН»§¶ЛПВФШ
ИЛГсИХұЁЙзёЕҝц | №ШУЪИЛГсНш | ұЁЙзХРЖё | ХРЖёУўІЕ | №гёж·юОс | әПЧчјУГЛ | №©ёе·юОс | КэҫЭ·юОс | НшХҫЙщГч | НшХҫВЙКҰ | РЕПўұЈ»Ө | БӘПөОТГЗ
·юОсУКПдЈәkf@people.cn ОҘ·ЁәНІ»БјРЕПўҫЩұЁөз»°Јә010-65363263 ҫЩұЁУКПдЈәjubao@people.cn
»ҘБӘНшРВОЕРЕПў·юОсРнҝЙЦӨ10120170001 | ФцЦөөзРЕТөОсҫӯУӘРнҝЙЦӨB1-20060139
№гІҘөзКУҪЪДҝЦЖЧчҫӯУӘРнҝЙЦӨЈЁ№гГҪЈ©ЧЦөЪ172әЕ | »ҘБӘНшТ©Ж·РЕПў·юОсЧКёсЦӨКйЈЁҫ©Ј©-·ЗҫӯУӘРФ-2016-0098
РЕПўНшВзҙ«ІҘКУМэҪЪДҝРнҝЙЦӨ0104065 | НшВзОД»ҜҫӯУӘРнҝЙЦӨ ҫ©НшОД[2020]5494-1075әЕ | НшВзіц°ж·юОсРнҝЙЦӨЈЁҫ©Ј©ЧЦ121әЕ | ҫ©ICPЦӨ000006әЕ | ҫ©№«Нш°Іұё11000002000008әЕ
ИЛ Гс Нш °ж ИЁ Лщ УР Ј¬Оҙ ҫӯ Кй Гж КЪ ИЁ Ҫы Ц№ К№ УГ
Copyright © 1997-2021 by www.people.com.cn. all rights reserved



-
ЖАВЫ

-
№ШЧў
ОўРЕОўІ©ҝмКЦ
 өЪТ»КұјдОӘДъНЖЛНИЁНюЧКС¶
өЪТ»КұјдОӘДъНЖЛНИЁНюЧКС¶
 ұЁөАИ«Зт ҙ«ІҘЦР№ъ
ұЁөАИ«Зт ҙ«ІҘЦР№ъ
 №ШЧўИЛГсНшЈ¬ҙ«ІҘХэДЬБҝ
№ШЧўИЛГсНшЈ¬ҙ«ІҘХэДЬБҝ
